UK MACHINE VISION &
AUTOMATION COMPANY
REDUCING THE RISK AND IMPROVING PRODUCTIVITY
The first Scorpion Vision Software based automation system was conceived over 25 years ago. So, with a long track record of delivering reliable automation systems in a very broad range of vertical sectors, you can be sure that Scorpion Vision Ltd will be a good partner for your machine vision system requirements.
Whether you are a manufacturer of a high volume product, looking to reduce labour costs and improve margin; or a machine builder/integrator who wants to safely outsource their machine vision requirements to a highly experienced and professional team, you should talk to us.
PROJECTS
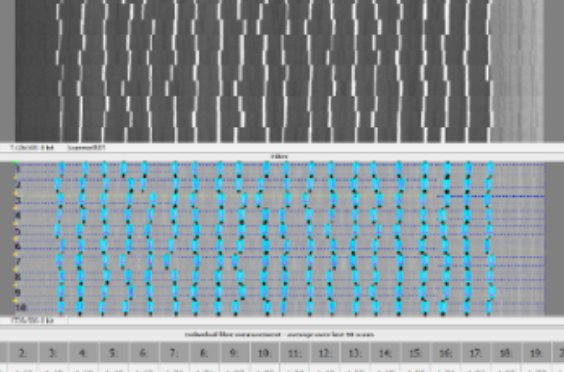
Filter Industry
- All Industries
- Food
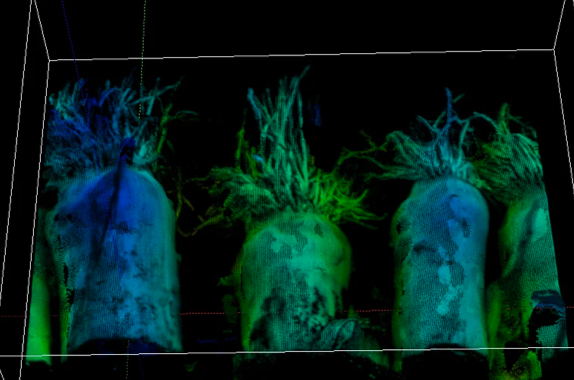
- Horticulture
- Logistics
- Manufacturing